









Direct Energy Deposition Keeps the Circular Economy Spinning

One of the most promising and economically viable applications in the additive world is the repair of structural components: the option to re-use a worn component, and therefore avoid manufacturing a new one, can save a remarkable amount of resources, reduce costs and create new business opportunities.
All of this while fostering sustainability and a model of production that is respectful of the environment, because recycling existing assets rather than producing waste ties in with the core principles of the Circular Economy paradigm.
The advantages in the repair of structural components are especially great when the parts to be repaired are large and with high added value. In this case, global energy leader Enel – which operates a Prima Additive LASERDYNE 795 at its power plant in Santa Barbara (Arezzo, Italy) – was able to leverage important benefits by using Direct Energy Deposition (DED) technology.
Step 1: pinpointing the best opportunity
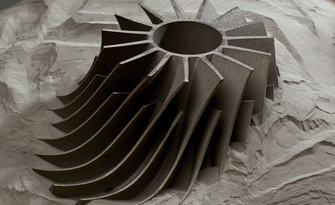
First of all, Prima Additive and Enel jointly studied the repair application. After a thorough evaluation of various cases based on techno-economical criteria, Enel selected a centrifugal impeller used in the geothermal production site: a particular component that usually wears down after one year of continuous operation. Normally, the company produces a new one in order to replace it. However, with the Laserdyne 795 DED machine and the support of Prima Additive, Enel has successfully repaired the component and set up a qualification procedure in order to integrate the repaired impellers in operation conditions.

Step 2: preparation and testing
The repair strategy started by rectifying the damaged component up to a flat and homogeneous surface on all blades, on which the material has been added – thanks to the DED technology – to reconstruct the original shape of the component. For the development phase of the repair application, Prima Additive’s Powder Bed Fusion technology came into play and proved useful. Indeed, Prima Additive’s application engineers created a replica of the end of the impeller in order to study and test the best deposition strategy on this piece, avoiding any failures when working on the client’s actual component.





Step 3: a successful application
The application engineers at Prima Additive also evaluated different manufacturing approaches, and using the MasterCam software and the AMXpress plug-in came to suggest carrying out the repair activity using 3+2 axes for the positioning of the component. Once the repair procedures for the piece were defined, the 17-4PH steel alloy was chosen as the material because it features high mechanical strength and an increased resistance to wear. It took 2.5 hours to completely repair the impeller, followed by Enel’s activities to analyze and certify the outcome of the process. After the material carry-over, Enel will proceed to mill the component, restore the piece to its original geometry and subsequently use it as a spare part; the company can now plan to repair the piece currently in use, and repeat the procedure whenever necessary.






Next step: keep going!
After this successful implementation, Prima Additive and Enel continue to work to identify and explore new applications that can fully leverage the opportunities AM technology offers to repair components and reduce consumption, costs and environmental impact at once, opening the way to new and sustainable business models.